Installation
Instructions
- On this page: Tool List
| Disassembly
| Inspection
| Assembly |
Tooth
Nomenclature | Patterns
| Break
In
Please read completely before
beginning.
You can expect many years and many miles of dependable use from your
differential if it is set up properly and if you use only top quality
parts. You already have quality parts if you bought them from West Coast
Differentials. By following these instructions carefully, you will achieve
proper set up. We have successfully set up thousands of differentials
without using a pinion depth setting tool. We sincerely hope that these
instructions are helpful.
Tool List
When working on your differential you will need a wide variety of
tools. Using the correct tools saves time and helps prevent parts from
being damaged. Here is a list of some of the tools that you may need:
- Dial indicator
- Gear marking compound and a clean brush
- Calipers or a micrometer
- Bearing pullers
- Bearing press
- Three foot long breaker bar or strong impact gun
- Pinion nut socket
- Ring gear bolt socket
- Carrier cap bolt socket
- Six point cross pin bolt wrench
- Brake line wrench
- Pry bars for removing the carrier case
- 24 oz ball pein hammer
- 48 oz sledge hammer
- 48 oz plastic dead blow hammer
- Assorted brass punches
- Punch for marking carrier caps
- Oil drain pan
- Foot pounds torque wrench
- Inch pounds torque wrench
Back to Top
Disassembly
Make sure that you have all the parts and tools you will need. The
extent of disassembly depends on the job being done and the inspection
findings. Lift the vehicle using an appropriate lift or a jack and safe
jack stands. Always make certain that the vehicle is safely supported
before working underneath. Unbolt the driveshaft from the yoke. Remove the
differential cover or unbolt the third member. Let the oil drain into a
suitable container. Please recycle your waste oil. Remove c-clip axles by
removing the differential cross pin bolt and cross pin shaft, pushing the
axles in and pulling the c-clips. Full float axles are unbolted at the
hubs. Punch both carrier caps with identification marks so that you will
be able to re-install them on the same side and in the same direction.
Most carriers can be pried out of the housing with a pry bar. Further
disassembly depends on the job being done. If you’re changing the ring and
pinion or the pinion bearings, remove the pinion nut with an air gun while
holding the yoke, or use a long breaker bar and brace the yoke (bolt it to
a long board) so that it can’t move. Knock the pinion gear out to the rear
with a brass punch, taking care not to damage the threads. Keep track of the location and thickness of all of the
original shims. Pinion bearings must be pressed off. Carrier
bearings can be pulled using a bearing puller. Internal parts (inside the
carrier) can be removed as necessary.
Back to Top
Inspection
Inspect all bearings and races for pitting or uneven wear. The inner
carrier bearing races should not spin on the carrier journals. The carrier
races should have a snug fit in the housing. Inspect the carrier race
bores for grooves from spinning races. The side gear bores inside the
carrier should not have any abnormal wear. All gear teeth (including the
spider gears) should be smooth but not excessively shiny. Inspect all gear
teeth for pitting, chips, breaks, and for signs of uneven wear and
overheating. Inspect positraction clutches for scoring and wear. Inspect
the axles for pitted, grooved, or dull and rough bearing surfaces. Check
for worn axle splines. All questionable parts should be replaced.
Back to Top
Assembly
The four essential differential adjustments are pinion depth, pinion
bearing preload, backlash and carrier bearing preload. The tables at the
back can be used to write down shim combinations and results.
Clean all new and used parts with clean solvent. Dry the parts. De-burr
the back of the ring gear and carrier mounting surface with a file or wet
stone. Wash out the housing with solvent and check all of the oil passages
for metal particles or dirt that can lead to early wear. Many housings
have oil passages to the pinion and grooves just outside of the carrier
bearings. Push rags through the axle tubes, using solvent or brake cleaner
until they are clean. Polish all seal surfaces with light emery cloth or
fine sandpaper and then wipe them with a clean rag and clean oil or
solvent to remove metal particles. Use a moderate coat of gear oil (not
grease!) on all bearings and grease (not oil) on all seals and seal
surfaces just prior to installation.
Pinion depth shims either go under the rear pinion race or on the
pinion shaft under the rear pinion bearing. The diameter of your shims
will determine where they go. Try using the original shim depth for your
first attempt. The rear pinion bearing must be pressed on the pinion shaft
and the pinion races must be tapped into the housing with a large punch so
that they seat evenly. Install the front bearing and carefully tap the
pinion seal in place with an old race. Ford 8" and 9", and GM 10.5" and
12.25" use a pilot bearing which must be tapped in, with a retainer for
the Fords. Mount the ring gear to the carrier with a drop of red Loctite
on each bolt. Carrier bearings are pressed on the carrier and secured with
green Loctite. Note that in Dana Spicer differentials the carrier shims go
between the carrier and carrier bearings. Again, try using the original
shim configuration.
Pinion bearing preload is measured in inch-pounds, and is a
measure of the rolling resistance of the pinion bearings after proper
torque has been applied to the pinion nut. Set the preload carefully (see
"Set Up Specifications") so that the bearings will have a long life. Use
oil on the pinion nut washer surface during all assemblies and red Loctite
on the pinion nut threads during the final assembly.
Crush Sleeve Design: If you are unsure about getting the correct
pinion depth, it may be easier to install the pinion without a crush
sleeve until the correct pinion depth has been established. Always use a
new crush sleeve for final assembly. Slide the crush sleeve on the pinion
shaft (unless you are using the trial and error method) and install the
pinion through the rear of the housing. The yoke usually must be tapped on
while applying pressure on the pinion gear head to hold it in place. Use
an impact wrench or huge breaker bar to apply the torque necessary to
crush the sleeve. Proceed very slowly so that you don’t overload the
bearings. The pinion preload will be zero until the bearings contact the
races but will then increase very quickly. Use an inch-pound torque
wrench to check the preload. If the pinion bearing preload exceeds the
specified allowable range, install another new crush sleeve and start
over.
Preload Shim Design: Clean the shims completely so that there
are no particles that may cause a false preload reading or cause the shim
stack to change thickness over time as the vehicle is driven. Slide the
shim pack over the pinion shaft to the shelf. Use the original shims on
the first assembly or add 0.003" to the original preload shims to make up
for the bearings settling into the housing. Tighten the pinion nut to
approximately 250 foot pounds. Go slowly so as not to damage the bearing
if the preload shim stack is not thick enough. Use an inch-pound
torque wrench to check the preload. If the preload is too loose then
remove shims so that the bearings will be tighter against the races and
increase the preload. If the preload is too tight then remove the pinion
gear and add shims so that the bearings will not be as tight against the
races.
All Designs: After reaching the correct preload, moderately tap
both ends of the pinion to seat the bearings, races and yoke. Be careful
not to hit the pinion so hard that it damages the bearings. After
"seating" the pinion, check the pinion bearing preload again.
Carrier bearing preload is not specifically measured, but a good tight
fit is important in all differential designs. Inadequate carrier bearing
preload allows the carrier to move when under load and this can cause the
backlash to open up. Check the backlash by mounting a dial indicator to
the housing with the plunger set perpendicular to the ring gear teeth.
Hold the pinion yoke and rotate the ring gear back and forth. See the
specifications section. The backlash will generally change about 0.007"
for each 0.010" that the carrier is moved. To decrease the backlash, move
the carrier closer to the pinion centerline. To increase the backlash,
move the carrier away from the pinion centerline.
Screw Adjuster Design: Oil the adjuster threads on both the
housing and on the adjusters themselves. While holding the races on the
bearings, place the carrier in the housing. Install the carrier caps
according to the marks made during disassembly so that the threads are
seated evenly on the adjusters. Third member differential designs require
a 10 to 12 inch spanner wrench to tighten the adjusters. Chrysler
differential designs require an extension bar and special spanner to
access the adjusters through the axle tubes. Tighten both the left and
right adjusters evenly by hand until they are fairly tight. If the
backlash is too wide, tighten the left adjuster until the backlash is
correct. If the backlash is too tight, tighten the right adjuster until
the backlash is correct. If necessary, open one adjuster and tighten the
other. Both adjusters must be fully hand tightened when acceptable
backlash is obtained. The final adjustment should tighten the left
adjuster since the ring gear is forced away from the pinion gear while
under load.
Shim Design: Some differentials use shims between the carrier
bearing races and the housing and some use shims between the carrier
bearing and the carrier case. Carrier bearing preload is established by
the tightness of the shims. The carrier should be shimmed tight enough
that it must be tapped in with a plastic dead blow hammer. While holding
the races on the bearings (and outside shims on the races) start the
carrier into the housing and tap it in with the hammer. Install the
carrier caps according to the marks made during disassembly. Check the
backlash. If the backlash is too wide, move or add shims to the left side.
If the backlash is too tight, move or add shims to the right side. (If the
carrier is snug, move and replace the same thickness; if the carrier is
too tight or too loose, remove or add shims accordingly.)
Back to Top
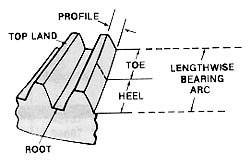
Tooth Nomenclature
(Terms for describing
specific areas of the gear teeth)
 | |
Back to Top
Checking the Pattern
Check the pattern for proper pinion depth only after setting the
backlash. Brush three or four of the ring gear teeth with a moderate coat
of gear marking compound in two different places on the ring gear. Rotate
the ring gear past the pinion gear three or four times and then back so
the pattern can be seen.
Pinion depth is indicated by the position of the pattern between the
face and flank of the ring gear teeth. Backlash must be kept within
specifications, and will therefore only slightly affect the pattern
between the heel and toe of the ring gear teeth. Housing alignment and
pinion bearing bore alignment can also affect the pattern from heel to toe
and can not be corrected without machine work. In some cases an ideal heel
to toe pattern can not be achieved. If the backlash is within
specifications, you may disregard the heel to toe pattern. A contact
pattern that is centered from face to flank always indicates correct
pinion depth even if a pattern that is centered from heel to toe can not
be obtained.
If the contact pattern is towards the face of the ring gear teeth then
the pinion is too far away from the ring gear. Adjust the pinion shims to
move the pinion gear towards the ring gear centerline (add shims; subtract
shims for pinion support designs). If the contact pattern is towards the
flank of the ring gear teeth then the pinion is too close to the ring
gear. Adjust the pinion shims to move the pinion gear away from the ring
gear centerline (subtract shims; add shims for pinion support designs).
 |
 |
 |
| Acceptable Contact
Pattern - Click to see larger image |
Pinion is too shallow -
Click to see larger image |
Pinion is too deep -
Click to see larger image |
When changing the pinion depth, make large changes (0.005" to 0.015")
until the pattern is close. By making adjustments that move the pinion too
far, you can determine that the correct pattern is somewhere between the
two extremes. Then make smaller changes (0.002" to 0.004") until the
pattern is centered between the face and the flank of the ring gear teeth.
When setting up a used ring & pinion, pay more attention to the
pattern on the coast side of the ring gear teeth and pay less attention to
the drive side. Low mileage gears should be patterned as if new.
Back to Top
Gear Oil, Additive and Break-In
Use a gasket or 100% silicone to seal the cover or third member to the
housing. Use only high quality name brand gear oil and fill the
differential until the oil spills out the plug hole. Positraction carriers
require anti-friction additive.
All new gear sets require a break-in period to prevent damage from
overheating. After driving the first 15 or 20 miles you must let
the differential cool for 30-40 minutes before proceeding. Drive 500 easy
miles before towing. Tow for very short distances (less than 15 miles) and
let the differential cool before continuing during the first 45 towing
miles. Change the gear oil after the first 500 miles. This will remove any
metal particles or phosphorus coating that has come from the new gear set.
ANY OVERLOADING OR OVERHEATING CAN
CAUSE THE GEAR OIL TO BREAKDOWN AND THE RING & PINION CAN
FAIL.
Back to Top
|